
蜜蝋キャンドルの脱型は、ひびが入ったり、蝋の半分が型にくっついたりするまでは簡単なように思える。完璧な離型と挫折の分かれ目は、冷却力学を理解し、金型の素材などの変動要因に適応できるかどうかにあります。このガイドでは、熱科学と実践的なテストを組み合わせ、ダメージのない安定した結果を保証します。
蜜蝋キャンドルの冷却力学
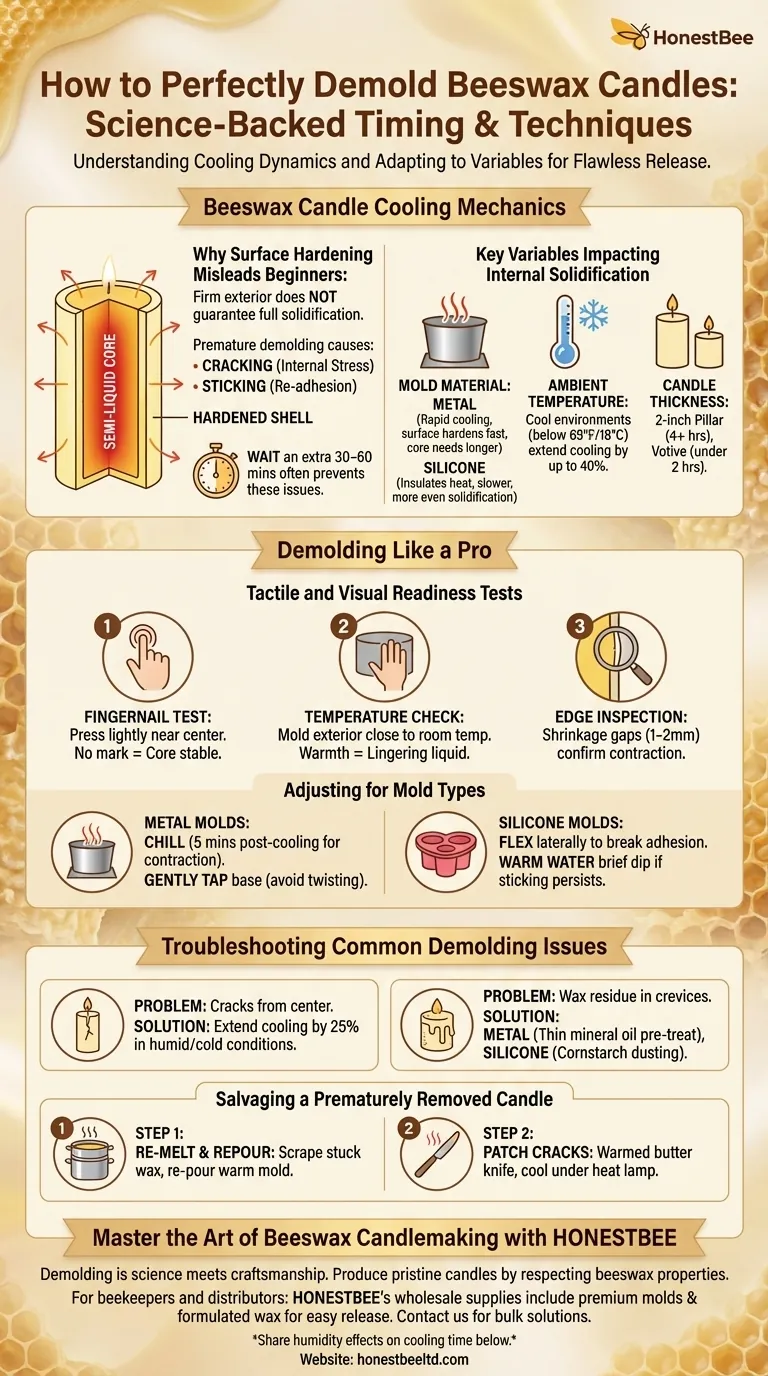
表面硬化が初心者を惑わす理由
固い外面は完全な固化を保証するものではありません。蜜蝋は外側から内側に冷えていき、芯は半液体のまま、見かけ上硬い殻を作ります。この段階での早すぎる脱型は、次のようなことを引き起こします:
- ひび割れ 支持されていないコアが収縮する際の内部応力によるひび割れ
- スティッキング 溶けたワックスが金型の壁に再付着する。
研究によると、蜜蝋の冷却速度は初期段階を過ぎると著しく遅くなる。
内部凝固に影響する主な変数
-
金型材料
- 金属 :熱伝導が速く、表面硬化が早いが、コアの安定には時間がかかる。
- シリコーン :熱を遮断するため、凝固は遅いが均一。
-
周囲温度
低温環境(65°F/18°C以下)では、冷却時間が最大40%長くなります。 -
キャンドルの太さ
直径2インチのピラーは完全に固まるまで4時間以上必要ですが、ボティブは2時間以内で固まります。
プロ並みの脱型
触覚と視覚による準備テスト
-
爪テスト
型の中心付近のワックスに指の爪を軽く押し込む。跡がつかなければ、芯は安定している。 -
温度チェック
金型の外側が室温に近い温度であること。 -
エッジの検査
ワックスと金型の間に1~2mmの隙間があれば、収縮が完了している。
金型の種類に合わせた調整
-
金属型:
- 冷却後5分間冷凍庫で冷やし、金属をわずかに収縮させ、離型を容易にする。
- その際、ひねらないようにする。代わりに、パッドを敷いた面にベースを軽く叩きつける。
-
シリコン型:
- モールドを横方向に曲げ、ワックスの粘着性を壊してから底から押す。
- それでも固着が続く場合は、モールドをぬるま湯(熱くない)に短時間つけて、ワックスの表面をやわらかくする。
よくある脱型のトラブルシューティング
ひび割れや固着を防ぐ
-
問題点:中心から放射状に亀裂が入る。
解決方法:湿度の高い場所や寒い場所では、冷却時間を25%延長する。 -
問題点:金型の隙間にワックスが付着している。
解決方法:金属製の型は薄いミネラルオイルで前処理し、シリコン製の型はコーンスターチをまぶすと効果的です。
脱型が早すぎたキャンドルの救い方
脱型が早すぎた場合
-
再溶解と再注入:
こびりついたロウを二重釜に戻し、型が温かいうちに注ぎ直して継ぎ目を防ぐ。 -
ひび割れを補修する:
温めたバターナイフで亀裂をなめらかにし、ヒートランプで冷やし固める。
HONESTBEEで蜜蝋キャンドル作りをマスターしよう
脱型は、科学と職人技が出会う場所です。蜜蝋のユニークな特性を尊重し、道具に適応させることで、常に完璧なキャンドルを作ることができます。
養蜂家と販売業者向け:HONESTBEEの卸売養蜂用品には、簡単に離型できるように配合されたプレミアムモールドとワックスが含まれています。あなたの養蜂場のニーズに合わせたバルクソリューションを探求するために、[私達に連絡]してください。
周囲の湿度がキャンドルの冷却時間にどのように影響するかお気づきですか?以下からご意見をお聞かせください。
ビジュアルガイド
関連製品
- 蜜蝋の蝋燭を作るための 3D 正方形の蜜蜂の巣の柱のシリコーンの蝋燭型
- キャンドル用蜜蝋溶かし器 ミツバチ蜜蝋溶かし器
- 3D 蜂の巣のシリコーンの Skep の蝋燭は蝋燭のために形成します
- 職人の石鹸の蝋燭作成のための蜂の花の救助のシリコーン型
- 養蜂のための多彩なシリコーンの蜜蝋の基礎型型













