ハニースティックマシンでフィルムのしわや破れを防ぐには、フィルムにかかる張力とフィルム自体の物理的仕様という2つの主要な要素の間の正確なバランスを達成する必要があります。これらの問題は、ほとんどの場合、機械の構成と処理しようとしている材料との間の不一致の症状です。
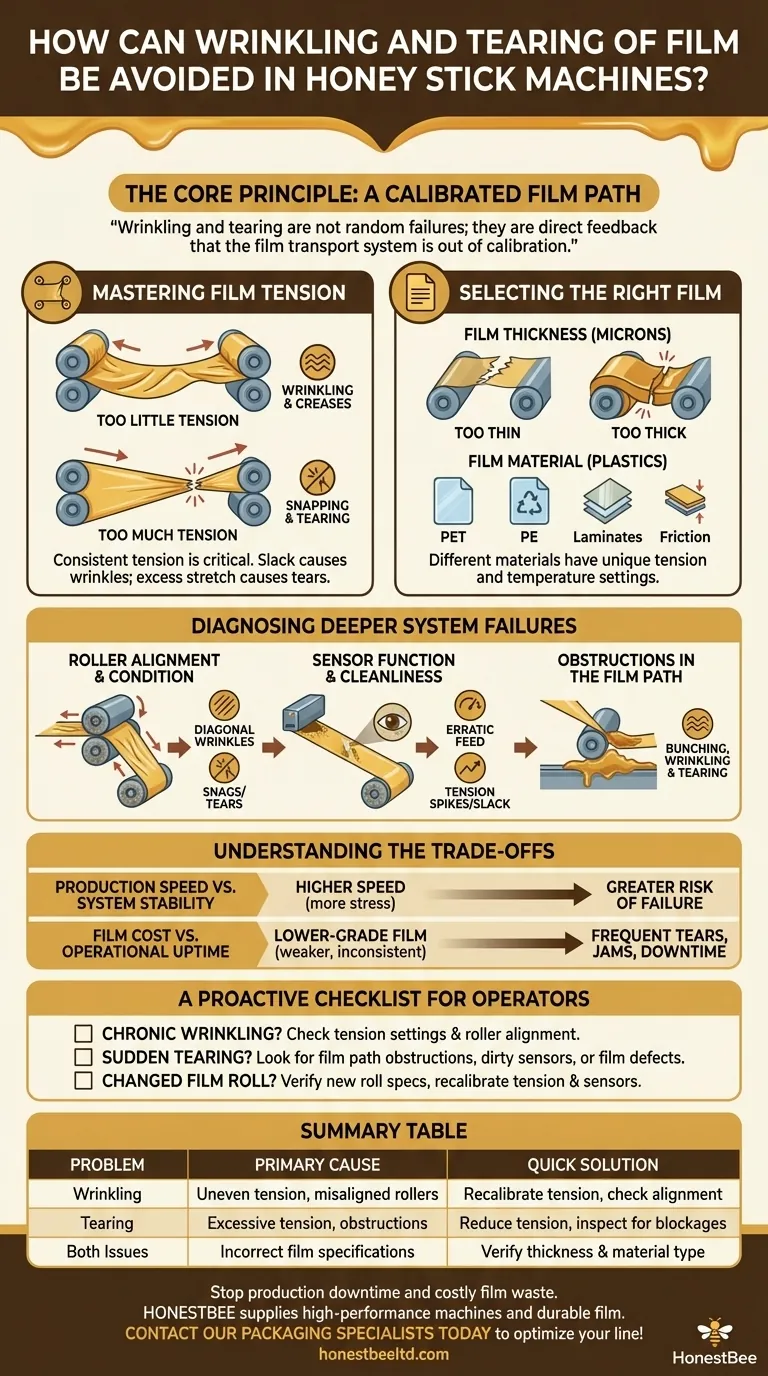
しわや破れはランダムな故障ではありません。これらは、フィルム搬送システムがキャリブレーションされていないという直接的なフィードバックです。解決策は、テンション設定やローラーの調整からセンサーの清掃まで、フィルム経路全体を体系的に診断し、機械と材料が調和して機能していることを確認することにあります。
核心原理:キャリブレーションされたフィルム経路
機械の中を移動するフィルムをデリケートなリボンだと考えてください。スムーズに移動するためには、触れるすべてのコンポーネントが正しい圧力と正しい速度でガイドする必要があります。しわは、システムの一部がフィルムを不均一に動かしたり引っ張ったりするときに発生し、破れは、張力がフィルムの構造的限界を超えたときに発生します。
フィルムテンションの習得
適切なテンションは、最も重要な設定です。フィルム経路全体で一貫している必要があります。
テンションが低すぎると、フィルムがたるみます。このたるみは、ローラーや成形チューブに引っかかり、しわやたるみを引き起こす可能性があります。
テンションが高すぎると、フィルムが伸びて細く薄くなります。この過度の伸びは、特に機械がサイクルする際に、切断や破れに直接つながる可能性があります。
適切なフィルムの選択
お使いの機械は、特定の特性範囲内のフィルムで動作するように設計されています。これに逸脱すると、すぐに問題が発生する可能性があります。
ミクロン単位で測定されるフィルムの厚さは、その剛性と強度を決定します。薄すぎるフィルムは通常のテンションで簡単に破れ、厚すぎるフィルムはチューブの周りに適切に成形されず、詰まりやしわの原因となる可能性があります。
フィルムの素材も重要です。異なるプラスチック(PET、PE、ラミネートなど)は、摩擦係数や伸び特性が異なり、独自のテンションと温度設定が必要です。

より深いシステム障害の診断
テンションを調整し、フィルムの仕様を確認しても問題が解決しない場合は、問題はフィルム経路の機械部品にある可能性が高いです。これらはしばしばテンションの問題として現れます。
ローラーの調整と状態
ローラーはフィルムをガイドする役割を担っています。調整がずれていると、フィルムの片側をもう一方よりも強く引っ張り、斜めのしわが発生します。
摩耗したり汚れたローラーも原因となることがあります。残留物の蓄積によりフィルムがくっついたり、損傷したローラー表面がフィルムを引っ掛けたり傷つけたりして、テンションがかかると破れる弱点を作り出す可能性があります。
センサーの機能と清浄度
最新の機械は、フィルムの供給速度を制御し、グラフィックが正しく配置されるようにするために、センサー(多くの場合「アイマーク」センサー)を使用します。
センサーが汚れているか故障していると、フィルムの登録マークを読み取ることができません。これにより、供給が不規則になり、フィルムを引っ張りすぎたり、供給が不足したりして、突然のテンションの急上昇(破れ)やたるみ(しわ)が発生します。
フィルム経路の障害物
小さな障害物の影響を過小評価してはいけません。蜂蜜の残留物、ほこり、または破れたフィルムの小さな切れ端の蓄積が詰まりを引き起こす可能性があります。
フィルムがこの障害物に当たると、すぐによれて、しわになり、駆動システムの力で破れる可能性が高くなります。フィルム経路全体の定期的かつ徹底的な清掃は、不可欠な予防保守です。
トレードオフの理解
これらの問題を解決するには、しばしば競合する運用目標のバランスを取る必要があります。「完璧な」設定は一つではなく、特定の状況に最適なものが存在するだけです。
生産速度 vs. システムの安定性
機械の1分あたりのサイクル数を増やすと、システム全体にさらに負荷がかかります。低速では管理できるテンションやアライメントのわずかな不完全さも、高速ではすぐに破れやしわにエスカレートする可能性があります。一貫した無駄のない生産のためには、理論上の最大速度を犠牲にする必要があるかもしれません。
フィルムコスト vs. 稼働時間
安価で低品質のフィルムを使用することは、コスト削減策のように見えるかもしれません。しかし、このフィルムが弱かったり、厚さが不均一だったりすると、頻繁な破れ、詰まり、ダウンタイムにつながる可能性があります。生産損失と製品の無駄のコストは、フィルムロールの初期費用を簡単に上回る可能性があります。
オペレーターのための積極的なチェックリスト
故障に反応するのではなく、システムを積極的に管理するように移行しましょう。このチェックリストをトラブルシューティングの参考にしてください。
- 慢性的なしわが見られる場合:主な原因は、不適切なテンション設定またはローラーの調整不良です。まず、これら2つの要素を確認し、キャリブレーションしてください。
- 突然の破れが発生した場合:フィルム経路の障害物、不規則な供給を引き起こす汚れたセンサー、またはフィルムロール自体の欠陥など、物理的な原因を探してください。
- フィルムロールを交換したばかりの場合:常に新しいロールが必要な仕様を満たしていることを確認し、フィルムテンションとセンサー位置の迅速な再キャリブレーションを実行してください。
機械を相互接続されたシステムとして扱うことで、一貫した高品質な生産を確保し、無駄を最小限に抑えることができます。
要約表:
| 問題 | 主な原因 | 迅速な解決策 |
|---|---|---|
| しわ | 不均一なテンションまたはローラーの調整不良 | テンションを再キャリブレーションし、ローラーの調整を確認する |
| 破れ | 過度のテンションまたはフィルム経路の障害物 | テンションを下げ、詰まりがないか検査する |
| 両方の問題 | 不適切なフィルム仕様 | フィルムの厚さと材料の種類を確認する |
生産ダウンタイムと高価なフィルムの無駄をなくしましょう。 HONESTBEEは、商業養蜂家や養蜂機器販売業者に、完璧な高速パッケージングに必要な高性能ハニースティックマシンと耐久性のあるフィルムサプライを提供しています。当社の卸売中心の事業は、信頼できる機器と専門家によるサポートを保証します。生産ラインを最適化するために、今すぐ当社のパッケージングスペシャリストにお問い合わせください!
ビジュアルガイド
関連製品
- ハニースティックフィラーハニーサシェ用垂直ペースト包装機
- モダンステンレスハニーディッパー
- 蜂蜜を簡単に垂らすことができる業務用プラスチックハニーディッパー
- ハニーサシェ自動パッキングマシン
- 攪拌と霧吹きのためのモダンなハニカムパターンの木製ハニーディッパー



















