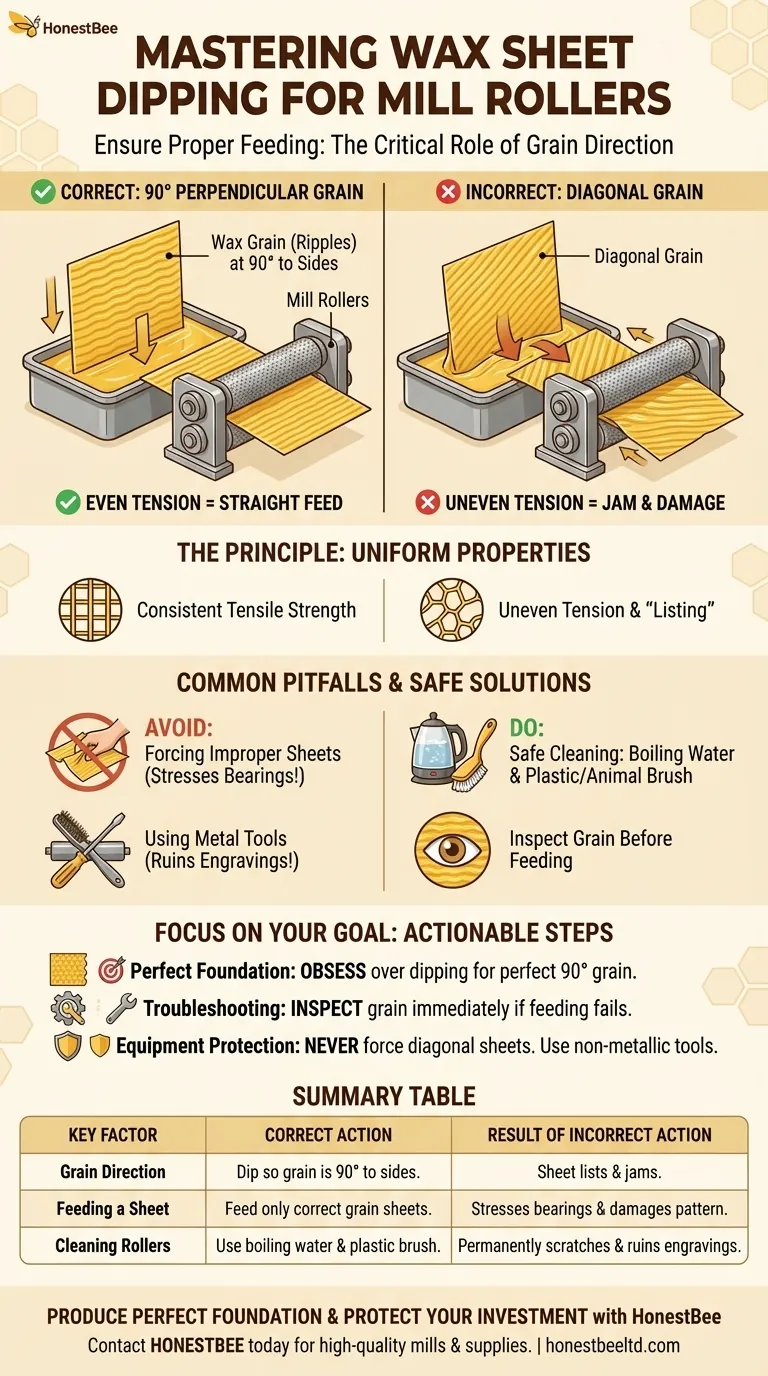
ミルのローラーに適切に供給されるようにするには、ワックスシートを、波紋や波として見えるグレイン(木目)が側面に対して完全に垂直(90度)になるように浸す必要があります。このグレインが斜めに走っている場合、それは不適切な浸し方を示しており、シートがローラーをまっすぐに通過しない主な原因となります。
ワックスのグレインの向きは些細なことではありません。シートがまっすぐに供給されるか、ミルで詰まるかを決定する基本的な要因です。斜めのグレインは、基礎ミリングの失敗の最も一般的で防ぐことができる原因です。
原理:グレインの方向がなぜ重要なのか
基礎ミルのローラーの正確な形状は、幅全体にわたって均一な特性を持つワックスシートを必要とします。グレインの方向は、シートの構造的完全性と、エンボス加工ローラーの圧力下での挙動を決定します。
ワックスグレインの理解
完成したワックスシートに見られる「波紋」や「波」は、ワックスが浸し板上でどのように流れ、冷えたかを示す視覚的な表現です。このグレインは、ワックスの内部構造の方向を示します。
90度グレインの仕組み
グレインが側面に対して完璧な90度の角度にある場合、シートは幅全体にわたって一貫した引張強度を持ちます。ローラーがシートを引き込むと、均一な圧力がかかり、シートはまっすぐに正確に供給されます。
斜めグレインの問題
斜めのグレインは不均一な張力を生み出します。シートの片側は構造的に他方と異なります。ローラーがそれを掴むと、片側がより伸びたり圧縮されたりして、シートが「傾いたり」または「横にずれたり」し、詰まりの原因となります。

避けるべき一般的な落とし穴
目標を明確に理解していても、間違いは起こりえます。これらの一般的な問題を認識することは、機器を保護し、高品質の基礎を生産するための鍵です。
不適切なシートを無理に押し込む
傾いたシートをミルに手動で誘導しようとすることは魅力的かもしれません。これはめったにうまくいかず、ローラーベアリングと繊細な彫刻パターンに多大なストレスをかけます。
ローラー上のワックスの蓄積
シートが詰まると、ワックスがミルのローラーに付着して蓄積することがあります。この蓄積は、その後のすべてのシートのセルパターンを台無しにし、将来の詰まりをより起こしやすくする可能性があります。
安全なローラーの清掃
付着したワックスを取り除くには、ローラーに熱湯を注ぎ、柔らかくします。次に、プラスチックまたは動物の毛のブラシのみを使用して、ワックスを優しくこすり落とします。
ワイヤーブラシ、ドライバー、または金属製の工具は絶対に使用しないでください。ローラーは通常、柔らかい金属でできており、金属製の工具は六角形のセル彫刻を永久に傷つけ、損傷させます。
目標に合わせた正しい選択
完璧なワックスシートを作成することは、正しい詳細に焦点を当てることです。あなたのアプローチは、あなたの主要な目的に導かれるべきです。
- 完璧な基礎の生産が主な焦点である場合:ワックスグレインが常にシートの端に対して90度の角度になるように、浸漬プロセスにこだわりましょう。
- 供給の問題のトラブルシューティングが主な焦点である場合:ワックスシートのグレインを直ちに検査してください。斜めのパターンは、まっすぐに供給されないシートの最も可能性の高い原因です。
- 機器の保護が主な焦点である場合:斜めグレインのシートをミルに無理に押し込まず、付着したワックスを清掃するには常に非金属製の工具を使用してください。
一貫したまっすぐな浸漬技術を習得することは、完璧な蜜蝋基礎を作成するための不可欠なスキルです。
要約表:
| 主要な要因 | 正しい行動 | 誤った行動の結果 |
|---|---|---|
| グレインの方向 | グレインが側面に対して垂直(90°)になるようにシートを浸す。 | シートが横に傾き、ミルで詰まる。 |
| シートの供給 | 正しいグレインのシートのみを供給する。 | シートを無理に押し込むと、ローラーベアリングにストレスがかかり、パターンが損傷する。 |
| ローラーの清掃 | 熱湯とプラスチック/動物の毛のブラシを使用する。 | 金属製の工具を使用すると、セル彫刻が永久に傷つき、台無しになる。 |
完璧な基礎を生産し、投資を保護しましょう
スムーズに供給されるワックスシートを一貫して作成することは、効率的な基礎生産に不可欠です。HONESTBEEでは、商業養蜂場や養蜂器具販売業者に、信頼性の高い大量生産に必要な高品質で耐久性のある基礎ミルと消耗品を提供しています。
イライラする詰まりや損傷した機器に対処するのをやめましょう。当社の専門家が、成功のための適切なツールと知識を提供します。
HONESTBEEに今すぐお問い合わせください。卸売りのニーズについて話し合い、ミリングプロセスが完璧であることを確認してください。
ビジュアルガイド
関連製品
- 電気蜜蝋平らなシート機械ワックス処理のための作動の皿が付いている
- 蜜蝋マシンプレスエンボッサーワックスファンデーション金型プリンタ蜂の巣機器シートを作る
- 蜜蝋処理用手動蜜蝋フラットシート機
- 蜜蝋ファンデーションシート 卸売り用ビーハイブファンデーション
- 手動蜜蝋コームファンデーションマシン ワックスファンデーションミル エンボスマシン










