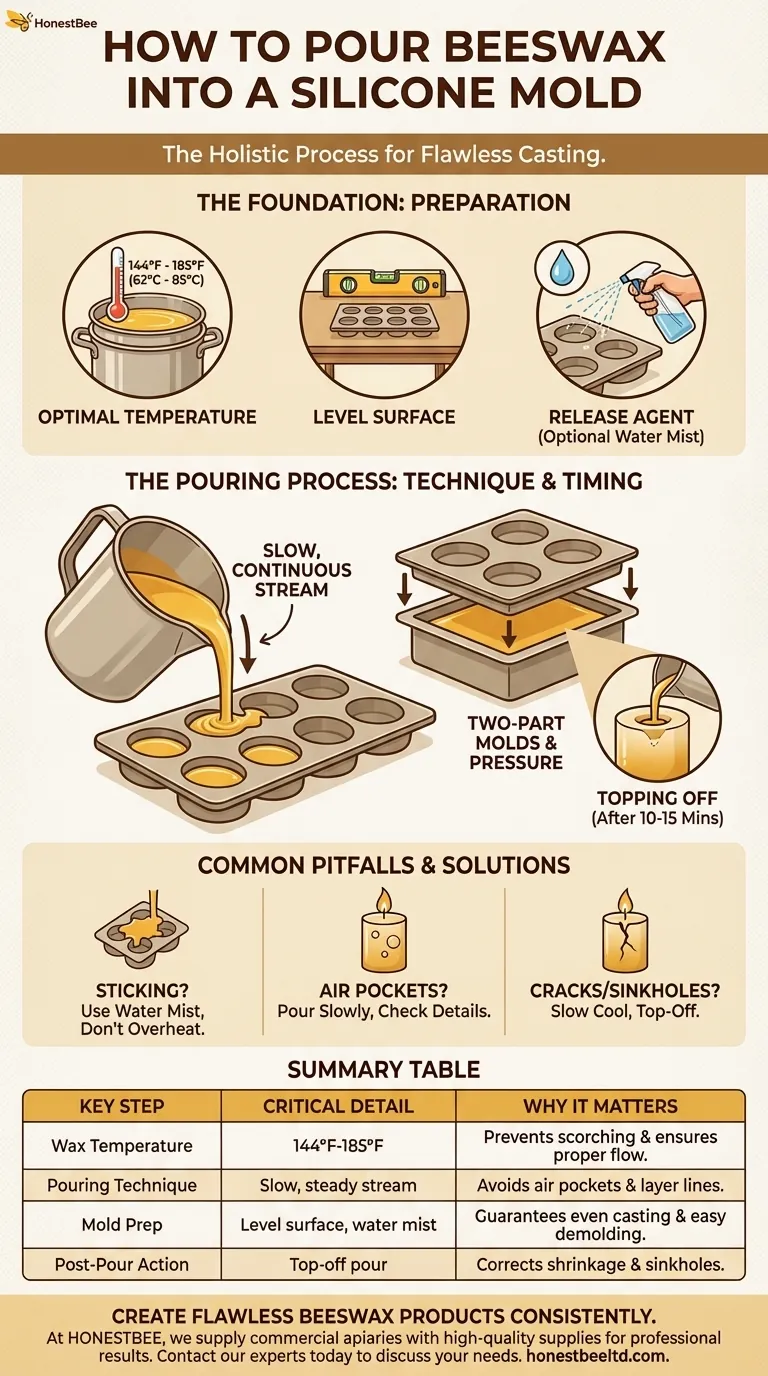
シリコンモールドに蜜蝋を適切に注ぐには、まずワックスを144°Fから185°Fの適切な温度に溶かす必要があります。モールドを水平な面に置き、溶かしたワックスをゆっくりと連続的に注ぎ、完全に満たします。二分割モールドを使用する場合は、底の半分に注いでから、そっと上の半分を重ね、圧力がワックス全体に均等に広がるようにします。
完璧な蜜蝋の鋳造の鍵は、注ぐ動作そのものではなく、全体的なプロセスにあります。成功は、正確な温度制御、適切なモールドの準備、そして固着、気泡、ひび割れなどの一般的な欠陥を防ぐための安定したテクニックにかかっています。
基礎:完璧な注ぎのための準備
注ぎ口のポットを持ち上げる前に、いくつかの準備段階が最終製品の品質を決定します。これらを省略すると、不満や材料の無駄につながる可能性があります。
温度がすべて
蜜蝋の融点は低く、約144°F(62°C)です。優しく溶かすために二重ボイラーを使用し、直火を避けることが不可欠です。
温度が185°F(85°C)を超えないようにしてください。過熱すると蜜蝋が焦げ付き、色、香り、構造的完全性が変化する可能性があります。
モールドの準備
ほとんどの高品質でモダンなシリコンモールドには、準備は必要ありません。シリコン自体が剥離剤として機能します。
ただし、特に古いモールドや非常に複雑なモールドで固着しないようにするための保険として、注ぐ直前にモールドの内部に軽く水をスプレーすることができます。水は極薄のバリアを作り、冷えたワックスがきれいにはがれるのを助けます。
作業スペースの固定
シリコンモールドは必ず完全に水平な面に置いてください。傾きがあると、不均一な鋳造になります。
作業エリアをパーチメント紙やシリコンマットで覆うことを強くお勧めします。こぼれた蜜蝋は、保護された面で固まった方が掃除がはるかに簡単です。

注ぎの工程:テクニックとタイミング
注ぐという物理的な行為には、安定した手と、蜜蝋が液体から固体に移行する際の挙動を理解することが必要です。
最初の注ぎ
飛び散りを最小限に抑えるため、注ぎ口のポットをモールドに近づけて持ちます。ワックスをゆっくりと、安定して、連続的に注ぎます。
途中で止めたり始めたりするのを避けてください。これは完成品に目に見える層の線を作る原因となります。モールドを一番上まで満たします。
二分割モールドの取り扱い
薄い巣板を作るように設計されたモールドの場合は、溶かしたワックスを底の半分に均等に注ぎます。
すぐにモールドの上半分を底に合わせ、一方の端からもう一方の端へとしっかりと取り付けます。そっと手で圧力をかけ、熱いワックスをすべての隙間に押し込み、薄く均一なシートになるようにします。
ワックスの継ぎ足し
蜜蝋は冷えると収縮します。これにより、特にろうそくの芯の周りに、鋳造物の中心にくぼみやへこみができやすくなります。
ろうそくが10〜15分冷えて部分的に固まるまで待ちます。くぼみができているのがわかるでしょう。少量のワックスを再度溶かし、このくぼみを埋めるためにモールドに「継ぎ足し」て、平らでプロフェッショナルな外観の底面を作ります。
一般的な落とし穴とその回避方法
問題がなぜ発生するのかを理解することが、それを防ぐための最も早い方法です。蜜蝋を注ぐ際のほとんどの問題は、テクニックを少し調整するだけで簡単に解決できます。
問題:ワックスがモールドに固着する
これは、非粘着性が失われた古いモールドを使用しているか、複雑なデザインで剥離剤の使用を省略したことが原因であることがほとんどです。
解決策: 次に注ぐ前に、モールド内部に軽く水を霧吹きしてください。ワックスを過熱させないようにしてください。過熱も固着の原因となる可能性があります。
問題:不完全または不均一な鋳造
これは通常、注いでいる間にワックスが速く冷えすぎた場合や、空気が閉じ込められた場合に発生します。注ぐのが遅すぎると、ワックスがすべての細部に行き渡る前に固まってしまう可能性があります。
解決策: ワックスが最適な温度範囲(144°F〜185°F)内にあることを確認し、自信を持って連続的に注ぎます。二分割モールドの場合は、空の箇所がないか確認し、固まる前に熱いワックスをそっと押し込みます。
問題:ひび割れやへこみ
これはワックスの収縮による自然な結果です。急速または不均一な冷却は影響を悪化させ、応力破壊を引き起こします。
解決策: モールドを室温で、隙間風や冷たい表面から離して徐々に冷まします。ワックスが固まる際にできる中心のくぼみを修正するために、必ず「継ぎ足し」注ぎを行ってください。
目的に合わせた適切な選択
あなたの特定の目的が、プロセスのどの部分に焦点を当てるべきかを決定します。毎回成功裏の結果を得るために、これらのガイドラインを使用してください。
- もし主な焦点が固形ピラーキャンドルを作ることなら: 芯の周りにできる避けられないへこみを修正するために、継ぎ足し注ぎを習得してください。
- もし主な焦点が薄い蜜蝋の巣板を作ることなら: モールドの上半分を置き、ワックスを分散させるために均等な圧力をかける技術を完璧にしてください。
- もし主な焦点があらゆる欠陥を最小限に抑えることなら: 正確なワックス温度制御と、確実できれいな結果を得るための剥離剤としての軽い水スプレーの使用を優先してください。
これらの基本的なテクニックを習得することで、単にモールドを満たすことから、プロ品質の蜜蝋製品を一貫して作成する段階へと進みます。
要約表:
| 主要なステップ | 重要な詳細 | 重要性 |
|---|---|---|
| ワックスの温度 | 144°F - 185°F (62°C - 85°C) | 焦げ付きを防ぎ、適切な流れを確保します。 |
| 注ぎのテクニック | ゆっくりと、安定して、連続的に注ぐ | 気泡や層の線を防ぎ、滑らかな仕上がりを実現します。 |
| モールドの準備 | 水平な面。剥離のための軽い水ミスト | 均一な鋳造と簡単でクリーンな取り出しを保証します。 |
| 注いだ後の処理 | 10〜15分後の継ぎ足し注ぎ | 収縮とへこみを修正し、プロフェッショナルな底面を作ります。 |
一貫して完璧な蜜蝋製品を作る準備はできましたか?
HONESTBEEでは、商業養蜂場や養蜂機器販売業者に対し、プロの結果に必要な高品質で卸売中心の供給品を提供しています。耐久性のあるシリコンモールドから正確な温度制御機器まで、成功のためのツールを提供します。
養蜂用品のニーズについて専門家に今すぐお問い合わせいただき、生産性を向上させましょう。
ビジュアルガイド
関連製品
- 蜜蝋マシンプレスエンボッサーワックスファンデーション金型プリンタ蜂の巣機器シートを作る
- 蜜蝋ファンデーションシート 卸売り用ビーハイブファンデーション
- 養蜂のための多彩なシリコーンの蜜蝋の基礎型型
- エコノミーマニュアル蜜蝋エンボスミルワックスファンデーションマシンローラー
- 電気蜜蝋平らなシート機械ワックス処理のための作動の皿が付いている