プロ仕様の蜜蝋シートを作るには、温度管理と金型の選択という2つの重要な分野で精度が要求されます。商業養蜂場であろうと養蜂器具販売業者であろうと、これらの要素を最適化することで、業界標準を満たす欠陥のない安定した蜜蝋シートを作ることができます。このガイドでは、完璧な蜜蝋シートの背後にある科学を分解し、品質に妥協することなく生産規模を拡大するための実用的なテクニックを提供します。
蜜蝋シート製造の基礎
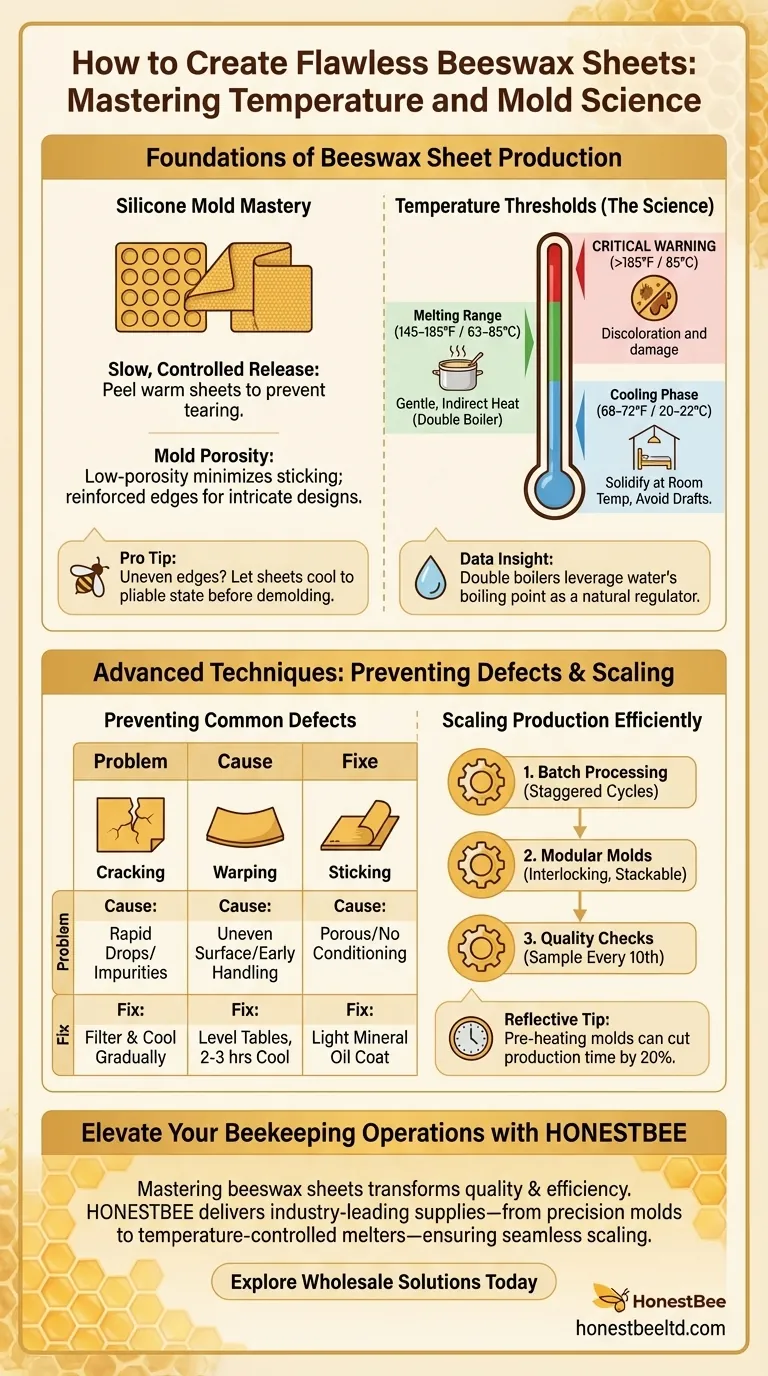
テクスチャーとリリースにおけるシリコンモールドの役割
シリコーン型は、その非粘着性と柔軟性により、蜜蝋シートのゴールドスタンダードです。しかし、その多孔性と取り扱い技術が成功を左右します:
- ゆっくり、コントロールされたリリース:ゆっくりと、コントロールされたリリース:破れを防ぐため、温かい(熱くない)シートから型を剥がす。急激な剥離は、シートの形状を歪ませるという研究結果もある。
- 金型の気孔率:多孔性の低いシリコーンは、ワックスの吸収を最小限に抑え、粘着を軽減します。複雑なデザインの場合は、エッジが補強された食品グレードのモールドを選びましょう。
プロのアドバイス :"脱型後、エッジが凸凹していることに気づいたことはありませんか?これは多くの場合、早すぎる取り扱いが原因です。"
温度閾値:溶解から固化まで
蜜蝋は熱に弱く、最適な加工ができる温度閾値は狭い:
- 融解 (145-185°F/63-85°C):ダブルボイラーを使用し、間接的に穏やかに加熱する。ソーラーメルターは環境に優しいが、大量ロットでは精度が落ちる。
- 限界しきい値:185°F (85°C)を超えると、変色や構造上の完全性が損なわれる危険性があります。
- 冷却段階:反りを防ぐため、シートは室温(68~72°F/20~22°C)で固めてください。冷却ムラの原因となるドラフトは避けてください。
データ洞察 :二重のボイラーでワックスを100°C(212°F)以下に保ち、水の沸点を自然の温度調節器として活用する。
一貫性を保つための高度な技術
一般的な欠陥の防止:ひび割れ、反り、固着
ひび割れ
- 原因:急激な温度低下やワックス中の不純物
- 修正方法:溶けたワックスをチーズクロスでろ過し、徐々に冷やす。
反り
- 原因:モールドの表面に凹凸がある。
- 対策:鋳造テーブルを水平にし、2~3時間冷却する。
固着
- 原因:鋳型の気孔率が高いか、鋳型の調整が不十分である。
- 対策:流し込む前に食品用鉱物油で型を軽くコーティングする。
品質に妥協することなく生産を拡大する
卸売業の場合、効率は以下の点に左右されます:
- バッチ処理:ワックスを溶かすサイクルをずらし、温度を一定に保つ。
- モジュラー金型:インターロッキングシリコンマットを使用することで、積み重ねが簡単でスペースを取りません。
- 品質チェック:10枚ごとに厚みと表面欠陥のサンプルを作成します。
反射チップ :「需要が倍増した場合、ワークフローはどのように変化しますか?金型を予熱することで、生産時間を最大20%短縮できます。"
HONESTBEEで養蜂作業を向上させる
蜜蝋シートを使いこなすことで、製品の品質と作業効率が変わります。商業養蜂場と販売業者向け オネストビー は、精密な型から温度制御された溶融機まで、業界をリードする養蜂用品を提供し、生産規模をシームレスに拡大します。
蜜蝋シートを完成させる準備はできましたか? HONESTBEEの卸売りソリューションを今すぐご覧ください。
ビジュアルガイド
関連製品
- 蜜蝋ファンデーションシート 卸売り用ビーハイブファンデーション
- 蜜蝋マシンプレスエンボッサーワックスファンデーション金型プリンタ蜂の巣機器シートを作る
- 電気蜜蝋平らなシート機械ワックス処理のための作動の皿が付いている
- 蜜蝋処理用手動蜜蝋フラットシート機
- ノート型蜜蝋ファンデーション型 蜜蝋ファンデーション型















